

 English
English русский
русский عربى
عربى●The machine tool bed adopts a steel plate welded structure, and the working oil tank and oil pump system are externally located for easy maintenance and cleaning.
●The machine tool is fully enclosed to prevent leakage of working fluid. The left side is a switchable door for easy replacement of graphite wheel electrodes, the back is a double-opening door for easy turning and forming of graphite wheel electrodes, and the front is a double sliding door for processing adjustment and replacement of diamond grinding wheels.
●The machine tool automatically stops when processing is completed.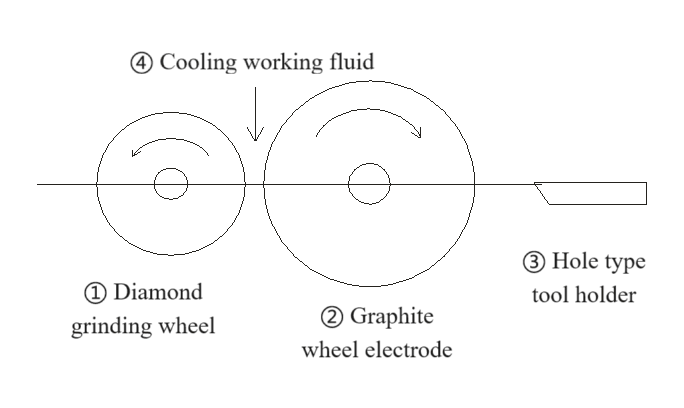
① Diamond grinding wheel: limited to metal bond diamond grinding wheel, using mandrel fixed double center clamping, stepper motor servo drive, manual/automatic rotary servo feed processing.
② Graphite wheel electrode: Use a graphite wheel that is easy to process as an electrode, apply the principle of discharge machining, and use an electric spark to remove the part of the diamond grinding wheel to be processed. The outer hole of the graphite wheel is turned and formed by a hole cutter clamped on the tool holder.
③ Hole tool holder: The hole cutter can be processed by a wire cutting machine, and needs to cut 6° back angle, clamped on the movable tool holder, and the outer circle of the graphite wheel electrode is cut and formed.
④ Cooling working fluid: In order to ensure the smooth progress of discharge machining, it is necessary to flush the cooling working fluid (the working fluid is 7# white oil or 5# engine oil) into the processing area. The working fluid is flushed from the upper part of the processing area, and the position of the flushing oil pipe is repeatedly adjusted to ensure that there is no open flame in the processing area.


EDM Diamond Wheel Dressing Machine
-
-
Index Unit MX250 Workpiece material Diamond and metal-based CBN grinding wheels
Max. workpiece diameter mm Φ280 Max. workpiece width mm 50 Headstock spindle speed rpm 30~50 Drag plate size mm 140×940 Drag plate travel mm 120 Center height mm 140 Max. diameter of graphite wheel mm 320 -
Related Products
-

CNC Notching and Marking Machine
Cat:CNC Roll Milling Machine
XK9350 series CNC rebar roll crescent groove milling machine is the upgraded product of XK500 type, which is suitable for processing rolls with diamet...
See Details -

CNC Roll Milling Machine
Cat:CNC Roll Milling Machine
This series of machine tools can automatically cut crescent grooves with different rotation directions and any helix angle. It can divide into equal (...
See Details -

CNC Roll Ring Milling Machine
Cat:CNC Roll Milling Machine
We have accumulated rich experience in the processing and use of rebar rolls, and have conducted in-depth analysis and research on the technology of s...
See Details -

High Precision CNC Roll Lathe
Cat:CNC Roll Turning Lathe
This series of machine tools is mainly used to pass and process rolls. It can also turn the outer circle and roll neck of rolls, and can also turn par...
See Details -

Heavy Duty CNC Roll Turning Lathe
Cat:CNC Roll Turning Lathe
This series of machine tools is mainly used to pass and process rolls. It can also turn the outer circle and roll neck of rolls, and can also turn par...
See Details -

CNC Milling Cutter Sharpening Machine
Cat:Other Specialized CNC Machines
This machine is mainly used for grinding and repairing the milling cutter of roll threaded cross rib, which can easily repair and grind the edge of re...
See Details -

Laser Machining Center
Cat:Other Specialized CNC Machines
This machine tool is a new type of CNC roll grooving machine tool developed based on the company's CNC roll milling machine series and after full rese...
See Details -

Milling Machine Spare Parts
Cat:Spare parts and Accessories
This series is mainly for CNC crescent groove milling machines to provide common-wearing parts, such as milling tool holders, milling cutters, support...
See Details -

Lathe Spare Parts
Cat:Spare parts and Accessories
This series mainly provides common-wearing parts for CNC roll lathes, such as CBN blades, PCD blades, chucks, screws, etc.
See Details -

Other CNC Machine Parts
Cat:Spare parts and Accessories
We also supply other spare parts, such as checkered plate milling cutters, roll slotting tools, oil pumps, motors, CNC systems, etc.
See Details




-
Overview of CNC Roll Turning Lathe Structure A CNC roll turning lathe, is an advanced machining tool...
READ MORE -
Introduction to CNC Roll Grinding Machines A CNC roll grinding machine is a precision industrial too...
READ MORE -
Introduction to CNC Roller Ring Lathes CNC roller ring lathes are specialized machines designed to p...
READ MORE -
In the field of industrial manufacturing, CNC roll grinding machines are widely utilized to achieve ...
READ MORE -
Introduction The CNC roll milling machine plays a vital role in modern industrial manufacturing, esp...
READ MORE
-
ADDRESS
No.3, Xinghe Road, Zhaxi Industrial Park, Chongchuan District, Nantong, Jiangsu Province, 226003, P.R.China
-
EMAIL
info@rolllathe.com
-
PHONE
+86-513-85636116

